
印染废水处理污泥膨胀的控制及运行
1、工程概况
宁波某印染废水处理工程,设计处理能力为4200m3/d,其工艺流程见图1。进水水质如下:CODcr400mg/L~600mg/L,色度300~500倍,pH值8~10。出水水质要求如下:CODcr100mg/L,色度70倍,pH值6~9。
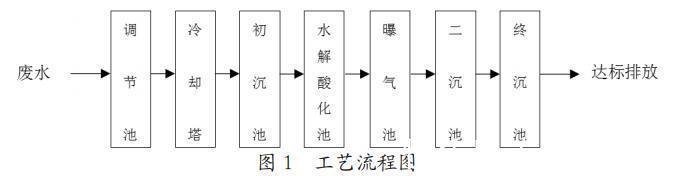
主要工艺参数如下:调节池停留时间4h,采用穿孔管曝气搅拌;冷却塔设计进出水温度45℃和35℃。初沉池采用斜管沉淀池,表面负荷2.5m3/m2?h;水解酸化池停留时间8.5h,池内系挂填料,采用潜水搅拌机搅拌;曝气池分为两组,可串联、并联切换运行,停留时间分别为9.3h和5.6h;二沉池为辐流式沉淀池,表面负荷0.87m3/m2?h;终沉池为辐流式沉淀池,表面负荷1.0m3/m2?h。
2、污泥膨胀的现象
工程自投入运行开始,曝气池经常性出现泡沫,并伴有黑色浮泥;二沉池出现跑泥、漂泥问题,最终导致出水透明度降低和水质变差。从日常的运行记录来看,SVI值常在300mL/g以上,有时高达600mL/g。从镜检情况来看,污泥絮体细碎,丝状菌纵横交错,构成相互连接的稀疏网状,由此判断是由丝状菌引起的污泥膨胀。
3、污泥膨胀的成因
根据丝状菌对环境条件和底物种类要求的不同,可将污泥的丝状菌膨胀分为5种类型:低底物浓度型,低DO浓度型,营养缺乏型,高硫化物型,pH不平衡型。从每天水质检测记录来看,pH值在8~10,曝气池温度在23~36℃之间,可排除pH值和温度的影响。为了解硫化物对污泥膨胀的影响,对水解池出水的S2-浓度进行为期5天的水质检测,检测数据表明可排除硫化物的影响。从运行现场来看,曝气池曝气均匀,DO在1.5mg/L以上,不存在缺氧现象。
现场水质取样测定:BOD/N/P为100/3/0.4。通常来说,N、P在污水中的合适比例为BOD/N/P=100/5/1。按BOD/N/P要求投加足量N、P营养物后,污泥膨胀问题没有得到明显改善。因此认为,N、P的缺乏不是诱发污泥膨胀的主要因素。
根据运行数据,经核算污泥负荷为0.15kgCOD/(kgMLSS?d)左右,污泥负荷较低。根据动力学选择理论,在底物浓度低的情况下丝状菌相对于菌胶团会优势生长,低负荷容易导致污泥膨胀发生。因此认为,诱发污泥膨胀主要因素是污泥负荷过低。
4、污泥膨胀的控制措施
污泥膨胀发生期间,通过投加絮凝剂促进污泥凝聚,增加排泥等措施,能暂时性控制污泥膨胀,但无法得到彻底解决,污泥膨胀依旧间歇性发生。为了从根本上消除污泥膨胀问题,2009年底对污水处理工程进行了技术改造。技改从污泥膨胀的成因着手,参照环境调控控制和代谢机制控制的理念,为菌胶团细菌生长创造有利条件,通过生物竞争机制抑制丝状菌的过度生长和繁殖,将丝状菌控制在合理的范围。
技改措施包括:
(1)在曝气池前增设缺氧生物选择器,停留时间为45min;
(2)关闭停留时间短的那组曝气池,以这组曝气池作为调节池的备用,同时可减少冲击负荷;
(3)初沉池停止投加药剂。
5、微膨胀运行可行性分析
从2015年3月份开始,曝气池泡沫有所好转,镜检显示丝状菌数量较技改前有所减少,污泥膨胀问题得到明显改善。图2为2015年3月至10月的SVI值、COD的变化。
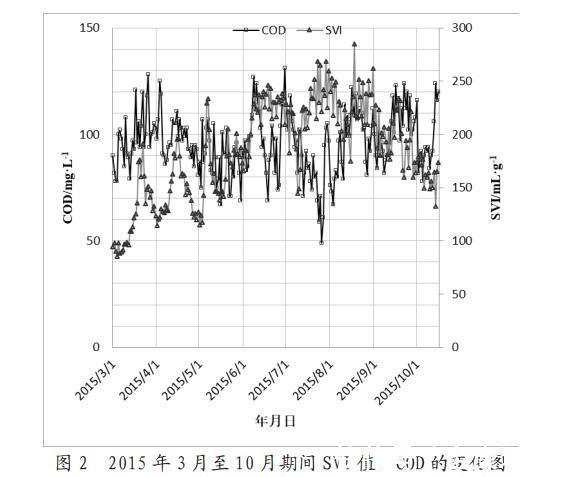
由图2可知,SVI值维持在100~250mL/g之间,曝气池活性污泥长期处于丝状菌微膨胀状态,但从二沉池出水水质来看,COD保持在60~130mg/L之间,生化系统的处理效率较为稳定。从运行效果上看,污泥微膨胀有别于通常意义上污泥膨胀,主要区别是污泥在微膨胀状态下,控制了丝状菌的增殖速度,使SVI值维持一定范围内(100~250mL/g),不影响二沉池的泥水分离,曝气池能够维持住所需的污泥浓度。
有研究表明,适当的丝状菌有助于形成网状污泥,在污泥沉降过程中充分利用丝状菌所形成的污泥絮体网状结构网捕、吸附和截留水中细小的悬浮颗粒和游离细菌,达到较好的出水水质。笔者认为污泥膨胀发生后,除了关注出水水质外,最关键在于有没有出现污泥流失问题,其关系到曝气池是否能够维持住足够的污泥浓度,从而保证系统稳定运行。从该工程的实际运行情况来看,在丝状菌微膨胀下,没有发生污泥流失现象。因此,印染废水处理系统运行控制采用活性污泥微膨胀是可行的。
6、结论
对于印染废水处理工程因污泥负荷过低诱发的丝状菌污泥膨胀,可通过环境调节控制和代谢机制控制等调控措施有效地控制污泥膨胀。在污泥丝状菌微膨胀状态下,曝气池只要维持足够污泥浓度,二沉池就能够得到满意的出水效果。从本工程实际情况来看,印染废水处理系统运行控制采用活性污泥微膨胀是可行的。
下一篇:没有了